








Проппант для гидроразрыва пласта
Когда слышишь 'проппант', многие до сих пор мысленно видят мешки с песком. Вот в этом и кроется первый, и самый живучий, прокол. Даже некоторые заказчики из операторских компаний порой спрашивают: 'А чем ваш отличается от того, что мы раньше закупали?' А отличаться может всем – от сырья и кристаллической структуры до поведения в пласте под давлением в 50 МПа и температуре свыше 120°C. Это не инертный наполнитель, это скелет трещины, который решает, сколько и как долго из неё пойдёт. И если этот скелет сложится или раскрошится – вся дорогостоящая операция ГРП летит в трубу. Собственно, с таких ситуаций и начинается настоящее понимание материала.
От боксита до гранулы: где рождается прочность
Всё упирается в сырьё. Раньше думал, что главное – это алюмосиликаты, и всё. Но на практике, один боксит другому рознь. Китайские месторождения, например, в провинции Шаньси, дают сырьё с высоким содержанием глинозёма, но и с примесями. Если не отсечь эти примеси на этапе обогащения, готовые гранулы получат внутренние точки напряжения. При термообработке в печи при 1500+ °C они станут центрами будущего разрушения.
У нас на объекте в Ханты-Мансийске как-то была партия проппанта от одного поставщика – в лаборатории всё показывало 52K (тысяч фунтов на кв. дюйм), а в скважине на глубине 2800 метров он дал неожиданно высокую степень измельчения. Разбирались потом. Оказалось, сырьё было с разных карьеров, смешали, а режим обжига не скорректировали. Получилась красивая, но неоднородная по микроструктуре гранула. Она не выдержала циклических нагрузок.
Вот почему сейчас смотрю не только на сертификат, но и на стабильность сырьевой базы производителя. Видел, как на ООО Тунчуань Хэншэн Технологии и Материалы (https://www.tchskjcl.ru) выстроен контроль от карьера до упаковки. Их ключевой продукт – высокопрочный проппант – как раз и начинается с этого: один карьер, одна известная геология, предсказуемый химический состав. Это не реклама, а практический вывод. Невозможно делать стабильный продукт из 'кота в мешке'.
Круглый, но не идеальный: о форме и размере
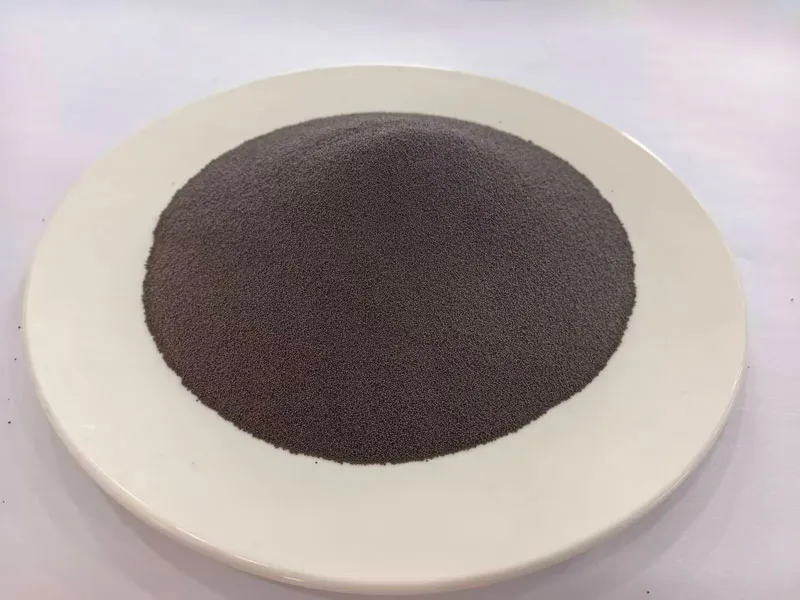
Сферичность – это не для галочки в паспорте. Высокий коэффициент сферичности (порядка 0.9) – это про упаковку в трещине. Чем круглее гранулы, тем плотнее и равномернее они лягут, создавая больше каналов для потока. Но здесь есть нюанс, о котором редко говорят в презентациях.
Абсолютно идеальная сфера – тоже не всегда хорошо. Слишком гладкая поверхность может снизить сцепление с породой стенок трещины, особенно в нестабильных коллекторах. Нужна определённая, минимальная шероховатость. Это как раз тот случай, когда 'технологическое несовершенство' идёт в плюс. Наблюдал, как проппант с лёгкой, естественной неровностью поверхности, полученной из-за особенностей грануляции и обжига, давал лучшую прижимную способность и меньше выносился в первые месяцы эксплуатации.
С размером тоже не всё линейно. Стандартные сетки 16/20, 20/40, 30/50 – это лишь отправная точка. Под конкретный пласт с его проницаемостью, шириной раскрытия трещины и вязкостью разрывной жидкости подбирается свой коктейль. Иногда эффективнее использовать два размера: более крупный создаёт каркас, а мелкий (например, 40/70) заполняет пустоты между крупными гранулами, увеличивая общую проводимость. Это уже тонкая настройка, которую делают инженеры на месте, глядя на керн и данные гидродинамических исследований.
Проводимость – та самая цифра, ради которой всё затевается
Вот мы подошли к главному. Вся прочность, сферичность и химическая стойкость нужны для одной цели – обеспечить высокую и, что критично, долговременную проводимость искусственной трещины. Это та самая 'пропускная способность', которая конвертируется в дополнительные кубометры нефти или газа.
Лабораторные тесты на проводимость (по стандарту ISO 13503-5) – это хорошо, но они модельные. Они проводятся при постоянных давлении и температуре на идеальных стальных плитах. В пласте же всё сложнее: давление пластовых вод может колебаться, порода стенок трещины – мягче стали и может внедряться в слой проппанта (эффект embedment), плюс возможен вынос мелких частиц породы (fines migration), которые забивают поровое пространство.
Поэтому для меня ключевым показателем стала не начальная проводимость, а её сохранение после, скажем, 50 часов воздействия пластовых условий и циклических нагрузок. Видел результаты, где проппант с заявленной высокой начальной проводимостью терял до 40% её после имитации 10-летнего срока. А материал с более скромными стартовыми цифрами, но стабильной кристаллической решёткой (как у того же проппанта от Тунчуань Хэншэн) деградировал лишь на 15-20%. В долгосрочной перспективе второй вариант выгоднее, хоть изначально и может стоить чуть дороже.
Практические ловушки: от склада до забоя
Теория – это одно, а логистика и подготовка на кустовой площадке – совсем другое. Проппант может быть отличным, но его можно испортить ещё до попадания в скважину.
Влагозащита. Казалось бы, банальность. Но сколько раз видел, как биг-бэги или мягкие контейнеры хранились под открытым небом, прикрытые брезентом. Конденсат или прямое попадание воды – смерть для материала. Намокшие гранулы слипаются, образуют комки, которые не проходят через питатели смесительных установок. Всё, партия под вопросом. Качественный производитель, который дорожит репутацией, всегда использует многослойную влагозащитную упаковку с индикаторами. Это мелочь, которая говорит об отношении к продукту.
Абразивный износ при транспортировке. Постоянная тряска в вагоне или кузове машины – это мини-тест на прочность. Хрупкий проппант начинает разрушаться уже здесь, генерируя пыль и мелкие осколки. Эта пыль потом первая забивает поры в трещине. Хороший признак – когда при вскрытии контейнера видишь минимум пыли на внутренних стенках, а гранулы целые, без сколов. Это показатель качественного обжига и правильной логистики.
Взгляд вперёд: что ещё может измениться
Сейчас много говорят о проппантах с изменённой плотностью – легче воды (LWP) или ультра-лёгких. Это интересно для горизонтальных скважин с большим протяжением, где нужно снизить риски оседания в горизонтальном участке и добиться более равномерного заполнения. Но их цена и технологическая сложность пока сдерживают массовое применение. Пока что рабочий конёк – это именно высокопрочные материалы, которые закрывают 80% задач.
Другой тренд – более умный подбор под геологию. Не просто 'дайте 20/40', а моделирование с учётом модуля Юнга породы, минимального горизонтального напряжения. Под это уже можно заказывать проппант с конкретными, слегка изменёнными свойствами. Это требует тесной работы производителя с инжиниринговой компанией. Думаю, будущее за такими связками.
В итоге, выбор проппанта для ГРП – это не покупка товара по спецификации. Это инвестиция в продуктивность скважины на годы вперёд. И эта инвестиция окупается только тогда, когда за каждой гранулой стоит не только химическая формула, но и понимание того, что будет происходить с ней на глубине в три километра под давлением. Опыт, в том числе и негативный, как раз и учит видеть материал не на складе, а в пласте. И с этой точки зрения, продукция компаний, которые контролируют весь цикл – от своего сырья до упаковки, как ООО Тунчуань Хэншэн, часто оказывается более предсказуемым и, как ни парадоксально, более экономичным решением в долгосрочном расчёте на скважину.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Природный кварцевый песок, фракция 70/140 меш, 28 МПа (212–106 мкм)
Природный кварцевый песок, фракция 70/140 меш, 28 МПа (212–106 мкм) -
 Проппант из керамзита, фракция 40/70 меш, 69 МПа (425–212 мкм)
Проппант из керамзита, фракция 40/70 меш, 69 МПа (425–212 мкм) -
 Проппант из керамзита, фракция 30/50 меш, 86 МПа (600–300 мкм)
Проппант из керамзита, фракция 30/50 меш, 86 МПа (600–300 мкм) -
 Проппант из керамзита с покрытием, фракция 40/70 меш, 103 МПа (425–212 мкм)
Проппант из керамзита с покрытием, фракция 40/70 меш, 103 МПа (425–212 мкм) -
 Проппант из керамзита с покрытием, фракция 40/70 меш, 69 МПа (425–212 мкм)
Проппант из керамзита с покрытием, фракция 40/70 меш, 69 МПа (425–212 мкм) -
 Природный кварцевый песок, фракция 20/40 меш, 35 МПа (850–425 мкм)
Природный кварцевый песок, фракция 20/40 меш, 35 МПа (850–425 мкм) -
 Проппант из керамзита, фракция 30/50 меш, 52 МПа (600–300 мкм)
Проппант из керамзита, фракция 30/50 меш, 52 МПа (600–300 мкм) -
 Природный кварцевый песок, фракция 30/50 меш, 28 МПа (600–300 мкм)
Природный кварцевый песок, фракция 30/50 меш, 28 МПа (600–300 мкм) -
 Проппант из керамзита, фракция 20/40 меш, 86 МПа (850–425 мкм)
Проппант из керамзита, фракция 20/40 меш, 86 МПа (850–425 мкм) -
 Проппант из керамзита с покрытием, фракция 40/70 меш, 86 МПа (425–212 мкм)
Проппант из керамзита с покрытием, фракция 40/70 меш, 86 МПа (425–212 мкм) -
 Проппант из керамзита, фракция 30/50 меш, 69 МПа (600–300 мкм)
Проппант из керамзита, фракция 30/50 меш, 69 МПа (600–300 мкм) -
 Проппант из керамзита, фракция 40/70 меш, 52 МПа (425–212 мкм)
Проппант из керамзита, фракция 40/70 меш, 52 МПа (425–212 мкм)
Связанный поиск
Связанный поиск- Сверхлегкий керамический проппант
- Термостойкий керамический проппант
- Смола покрытый проппант с гидрофобными свойствами
- Композитный проппант для водоохраняемых пластов
- Керамический проппант для увеличения продуктивности
- Проппант для гидроразрыва пласта
- Керамический проппант для холодных климатических условий
- Проппант для обратной закачки при гидроразрыве
- Отличие кварцевого песка от обычного
- Смола покрытый проппант для горизонтального бурения