








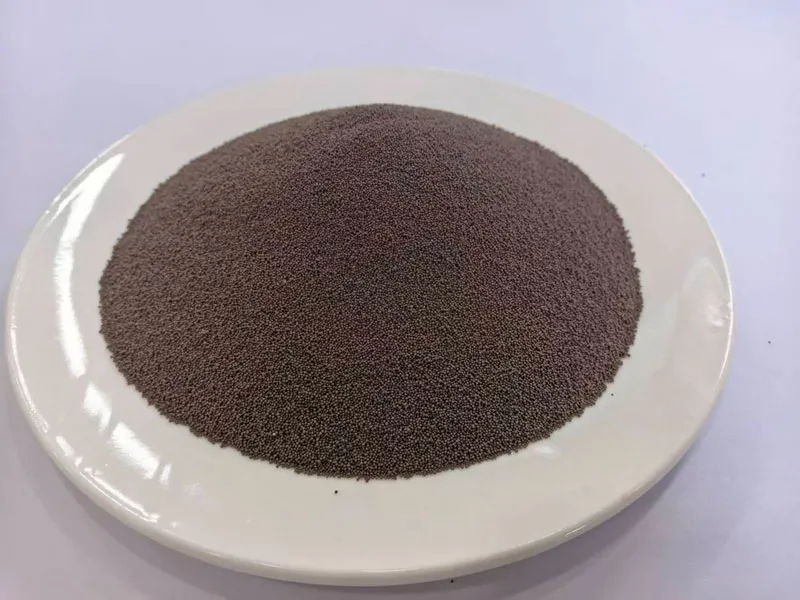
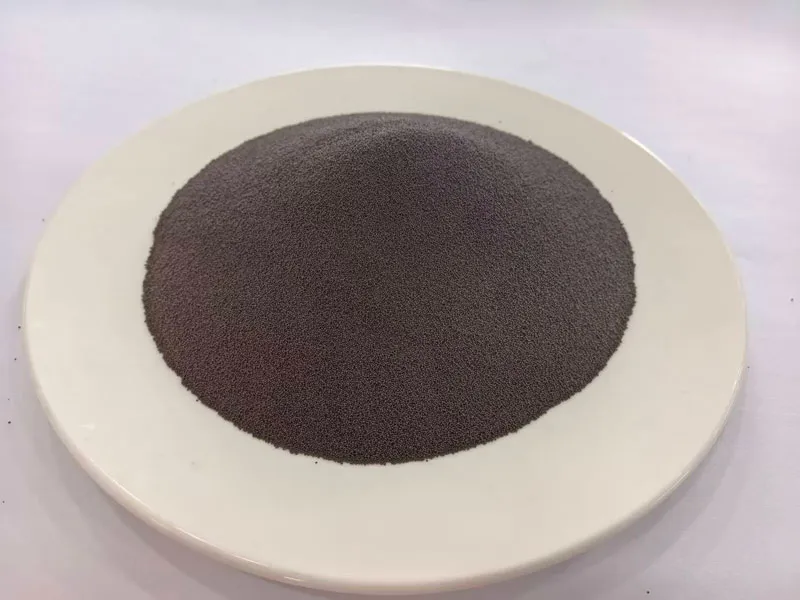
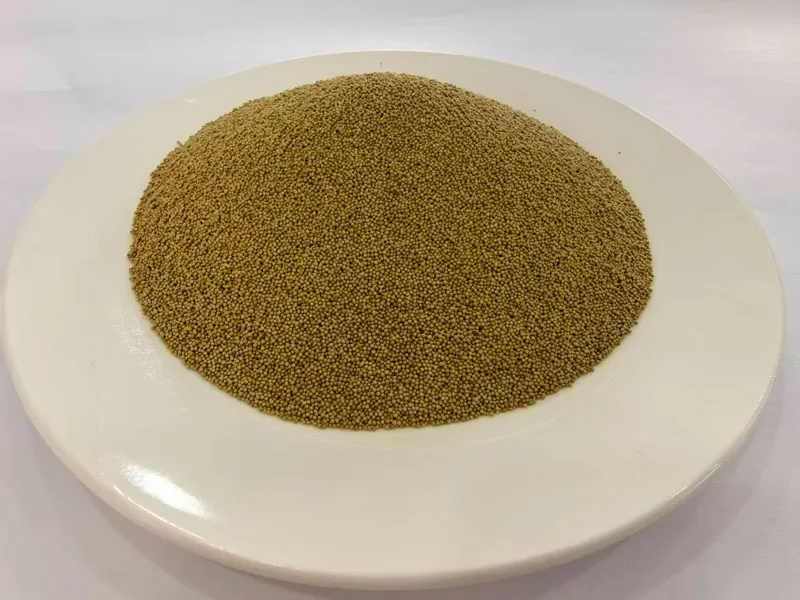
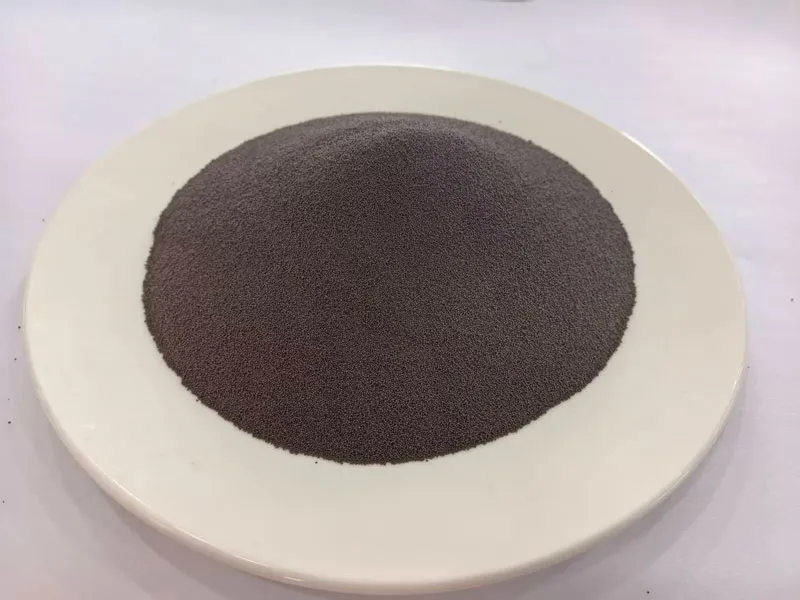
Высокопрочный проппант из керамзита
Когда говорят про высокопрочный проппант из керамзита, многие сразу думают о чем-то вроде обожженной глины — просто, дешево, и в скважину. Но вот в чем загвоздка: если бы все было так просто, половина месторождений не страдала бы от быстрого падения дебита после ГРП. Ключевое слово здесь — ?высокопрочный?. А это уже не про любой керамзит, а про специфический материал, который должен выдерживать закрывающие давления в пласте, не превращаясь в пыль и не забивая поры. Часто путают прочность на сжатие в идеальных лабораторных условиях и реальную стойкость в пласте, где есть сдвиговые нагрузки, агрессивная среда, цикличное воздействие. Это первое, с чем сталкиваешься на практике.
Сырье — это не только глина
Начнем с основ. Не всякая глина или глинистый сланец подойдет. Опыт показывает, что для получения действительно прочных гранул нужны породы с определенным содержанием алюмосиликатов, минимальным количеством карбонатов (они дают неконтролируемое вспучивание и хрупкость) и стабильным химическим составом от партии к партии. Мы в свое время работали с сырьем из разных карьеров, и разница в поведении в печи была колоссальной. Одна партия давала красивые, округлые гранулы с плотной оболочкой, другая — лопнувшие ?попкорны? с высокой водопоглощаемостью. Последние, кстати, в пласте быстро набирают пластовую жидкость, размягчаются и разрушаются.
Здесь стоит упомянуть про компанию ООО Тунчуань Хэншэн Технологии и Материалы (https://www.tchskjcl.ru). Их подход к сырью всегда казался мне системным. Они не просто закупают глину, а, судя по всему, глубоко контролируют геологию карьера и ведут отбор пластов. Это видно по стабильности гранулометрического состава и прочностных характеристик их проппанта. Ключевой продукцией компании является высокопрочный проппант для нефтяного гидроразрыва пласта, и эта стабильность — одна из причин, почему их материал хорошо зарекомендовал себя на сложных объектах.
Важный нюанс — подготовка сырья. Измельчение, сушка, грануляция. Здесь многое решает оборудование и режимы. Слишком мелкий помол — гранулы получаются мелкими и плотными, но теряется пористость, а значит, и легкость. Слишком крупный — неоднородность, слабые места в гранулах. Нужно найти тот самый баланс, чтобы после обжига получилась та самая прочная, но относительно легкая сфера с развитой внутренней микроструктурой.
Обжиг: где рождается прочность
Сердце процесса — вращающаяся печь. Температура, время пребывания, атмосфера. Для высокопрочного проппанта из керамзита критически важен не просто пик температуры (обычно в районе °C), а именно температурный профиль по длине печи. Слишком быстрый нагрев — гранула лопнет из-за резкого выхода газов. Слишком медленный — не успеет сформироваться та самая стекловидная, прочная поверхностная корка. Часто проблемы с истираемостью (показатель, который мы смотрим в тесте на crush resistance) упираются именно в сбой в зоне спекания.
Помню случай на одном из заводов: печь давала стабильный продукт, но вдруг пошли жалобы от заказчика на повышенное содержание мелкой фракции после транспортировки. Стали разбираться. Оказалось, технолог, пытаясь увеличить производительность, немного поднял скорость вращения печи. Время пребывания в зоне максимальных температур сократилось, корка сформировалась тоньше и не такой монолитной. Гранулы казались прочными на первый взгляд, но при динамической нагрузке в силосе и цистерне начинали истираться друг о друга. Вернули параметры — проблема ушла. Это к вопросу о том, что технология — это не рецепт, а живой процесс, требующий постоянного контроля.
Атмосфера в печи тоже важна. Окислительная среда способствует формированию определенной структуры. Попадание восстановительных газов (например, при неполном сгорании топлива) может привести к появлению низкопрочных фаз в структуре керамзита. Контролировать это нужно постоянно, по содержанию CO и O2 в отходящих газах.
Контроль качества: не только crush test
Все привыкли смотреть на стандартные показатели: прочность на дробление (crush resistance) по ISO 13503-2, насыпную плотность, гранулометрию, кислотную растворимость. Это обязательно. Но для реальной работы в пласте этого мало. Мы всегда настаивали на дополнительных тестах, особенно для глубоких скважин.
Например, тест на циклическую нагрузку. Гранулу не просто раздавливают один раз, а многократно нагружают давлением, близким к пластовому, с последующей разгрузкой. Это имитирует реальные условия, когда давление в пласте может колебаться. Некоторые проппанты, прекрасно выдерживающие разовое давление в 10000 psi, после 50-100 циклов начинают разрушаться. Высокопрочный проппант должен демонстрировать стабильность и здесь.
Еще один важный момент — сферичность и округлость. Это не просто эстетика. Гранулы неправильной формы хуже укладываются в трещину, создают более высокое сопротивление потоку жидкости (низкая проводимость), и, что критично, создают точки концентрации напряжения, где и начинается разрушение. Проппант от ООО Тунчуань Хэншэн Технологии и Материалы, который мы тестировали, всегда показывал высокие значения сферичности (близкие к 0.9), что напрямую влияет на формирование высокопроводящего канала в трещине.
И, конечно, химическая стойкость. Особенно в скважинах с высокоминерализованной пластовой водой или при использовании кислотных обработок. Бывали случаи, когда проппант после контакта с кислым дизайном жидкости ГРП терял до 30% прочности. Поэтому сейчас многие производители, включая вышеупомянутую компанию, проводят тесты на стойкость в различных модельных пластовых жидкостях.
Применение на практике: удачи и просчеты
Теория теорией, но все решает поле. Один из самых показательных кейсов был на месторождении в Западной Сибири, на пластах с давлением закрытия около 85 МПа. Использовали стандартный керамический проппант средней прочности и, для сравнения на одном из кустов, высокопрочный проппант из керамзита от TCHS. Через полгода мониторинга дебита разница стала очевидной. На скважинах со стандартным проппантом падение было более резким. Анализ керна, отобранного позже из зоны трещины, показал: часть гранул раскрошилась, создалась зона низкой проницаемости у стенки трещины.
А был и негативный опыт, поучительный. Решили сэкономить на одной из разведочных скважин, закупив более дешевый аналог, заявленный как ?высокопрочный?. Лабораторные тесты были на грани нормы. В итоге после ГРП прирост был минимальным и кратковременным. Последующий анализ показал высокий процент разрушения гранул уже на этапе закачки — они не выдержали гидродинамического воздействия и трения в трубах. Вывод: экономия на качестве проппанта — это прямой риск потерять всю эффективность операции ГРП и инвестиции в нее.
Важно правильно подбирать фракцию. Универсального решения нет. Для тонких, но длинных трещин иногда лучше работает мелкая фракция 20/40, для более широких — 16/30 или даже 12/20. Но тут есть обратная сторона: более крупная фракция, даже высокопрочная, может иметь проблемы с транспортировкой в трещину, особенно в вязких жидкостях-гелях. Нужен точный гидравлический расчет.
Взгляд в будущее и итоговые соображения
Сейчас тренд — не просто прочность, а ?интеллектуальные? свойства. Например, проппанты с пониженной насыпной плотностью для более эффективной транспортировки, или материалы с изменяемой смачиваемостью для условий трудноизвлекаемых запасов. Но основа — это все та же надежная прочность. Высокопрочный проппант из керамзита остается востребованным решением для большинства типовых, но ответственных скважин, где нужно обеспечить долговременную проводимость трещины без излишних затрат на сверхпрочную керамику.
Выбирая поставщика, я сейчас смотрю не только на паспорт качества, но и на историю сырья, стабильность производства, готовность предоставить данные по нестандартным тестам. Как у www.tchskjcl.ru — их сайт и техническая документация отражают именно такой системный подход. Это внушает доверие.
В конечном счете, проппант — это мост между пластом и скважиной. И этот мост должен выдерживать давление лет, а не месяцев. Поэтому все эти тонкости с сырьем, обжигом и контролем — не прихоть, а суровая необходимость. И когда видишь стабильную работу скважины, которая была обработана правильно подобранным материалом, понимаешь, что все эти усилия по поиску того самого, действительно высокопрочного проппанта, того стоили.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Природный кварцевый песок, фракция 40/70 меш, 35 МПа (425–212 мкм)
Природный кварцевый песок, фракция 40/70 меш, 35 МПа (425–212 мкм) -
 Проппант из керамзита, фракция 70/140 меш, 103 МПа (212–106 мкм)
Проппант из керамзита, фракция 70/140 меш, 103 МПа (212–106 мкм) -
 Проппант из керамзита, фракция 30/50 меш, 86 МПа (600–300 мкм)
Проппант из керамзита, фракция 30/50 меш, 86 МПа (600–300 мкм) -
 Природный кварцевый песок, фракция 20/40 меш, 35 МПа (850–425 мкм)
Природный кварцевый песок, фракция 20/40 меш, 35 МПа (850–425 мкм) -
 Проппант из керамзита, фракция 40/70 меш, 86 МПа (425–212 мкм)
Проппант из керамзита, фракция 40/70 меш, 86 МПа (425–212 мкм) -
 Проппант из керамзита с покрытием, фракция 40/70 меш, 103 МПа (425–212 мкм)
Проппант из керамзита с покрытием, фракция 40/70 меш, 103 МПа (425–212 мкм) -
 Проппант из керамзита с покрытием, фракция 20/40 меш (850–425 мкм)
Проппант из керамзита с покрытием, фракция 20/40 меш (850–425 мкм) -
 Проппант из керамзита с покрытием, фракция 30/50 меш (600–300 мкм)
Проппант из керамзита с покрытием, фракция 30/50 меш (600–300 мкм) -
 Проппант из керамзита, фракция 70/140 меш, 69 МПа (212–106 мкм)
Проппант из керамзита, фракция 70/140 меш, 69 МПа (212–106 мкм) -
 Природный кварцевый песок, фракция 20/40 меш, 28 МПа (850–425 мкм)
Природный кварцевый песок, фракция 20/40 меш, 28 МПа (850–425 мкм) -
 Проппант из керамзита, фракция 70/140 меш, 86 МПа (212–106 мкм)
Проппант из керамзита, фракция 70/140 меш, 86 МПа (212–106 мкм) -
 Проппант из керамзита, фракция 40/70 меш, 103 МПа (425–212 мкм)
Проппант из керамзита, фракция 40/70 меш, 103 МПа (425–212 мкм)
Связанный поиск
Связанный поиск- Композитный проппант для глубоких скважин
- Керамический проппант низкой плотности
- Композитный проппант для увеличения продуктивности
- Композитный проппант для уменьшения осадки
- Высокопрочный керамический проппант
- Смола покрытый проппант с уменьшенным выносом
- Смолопесчаный проппант
- Композитный проппант с керамическим сердечником
- Композитный проппант с высокой стойкостью
- Проппант на прочность при сжатии